Introduction
Engineers selecting a CNC process for high-precision parts often face a paralyzing dilemma: Swiss-type or multi-axis? This decision, based on information overload or limited experience, can lead to wrong choices resulting in cost overruns up to 30%, delivery delays. Even compromised critical performance aspects like concentricity and surface integrity. The root issue is simplifying the choice to a “machine comparison” rather than making a systematic engineering decision based on part features. Batch size, material, and tolerance requirements. Relying on a single supplier or past cases fails with new materials and complex geometries.
This article provides a four-dimensional decision analysis framework (geometry, batch, material, precision). It quantifies the ultra-high concentricity of Swiss machining against the geometric freedom of multi-axis. Helping engineers transform vague experience into a clear, data-driven selection logic. The following sections deconstruct these four core decision dimensions, providing an immediately applicable evaluation toolkit.
What is the Fundamental Motion Philosophy Difference That Dictates Their Application Domains?
This section moves beyond machine specs to explain how the core kinematics of “part moving” (Swiss) vs. “tool moving” (multi-axis) fundamentally define their capabilities. From rigid support for slender parts to complex surface generation.
Core Kinematics: The Guiding Principle vs. The Free-Form Tool
The fundamental distinction lies in the motion philosophy. Swiss-type machining is characterized by a guided bar stock system. Where the material slides through a guide bushing close to the cutting tools. This provides unparalleled support for the workpiece. In contrast, multi-axis CNC machining employs a stationary workpiece (or one on a rotary table). While the cutting tool moves along multiple linear and rotary axes to access the part from nearly any angle. This difference dictates their inherent strengths.
Swiss-Type: Mastery of the Slender and Concentric
The guide bushing in a Swiss lathe provides rigid support right at the point of cut, virtually eliminating deflection. This makes it the undisputed champion for machining slender parts with high length-to-diameter ratios (L:D > 8:1). For achieving extreme concentricity between turned features, as the part is not reclamped. Its design excels at producing complex, rotationally symmetric components from bar stock in a single, continuous operation.
Multi-Axis: The Geometry Unlocker
Multi-axis machines (like 5-axis mills) unlock geometric freedom impossible for Swiss lathes. By manipulating the tool’s orientation in space. They can machine complex prismatic parts, deep cavities, undercuts, and sculpted surfaces in a single setup. Their strength lies in addressing features that are not coaxial with the main workpiece axis. As foundational engineering resources, such as MIT OpenCourseWare on manufacturing processes, elucidate. Understanding these core kinematics is the first step in intelligent process selection.
How Does Part Geometry – The “First Principle” – Automatically Narrow Down Your Choice?
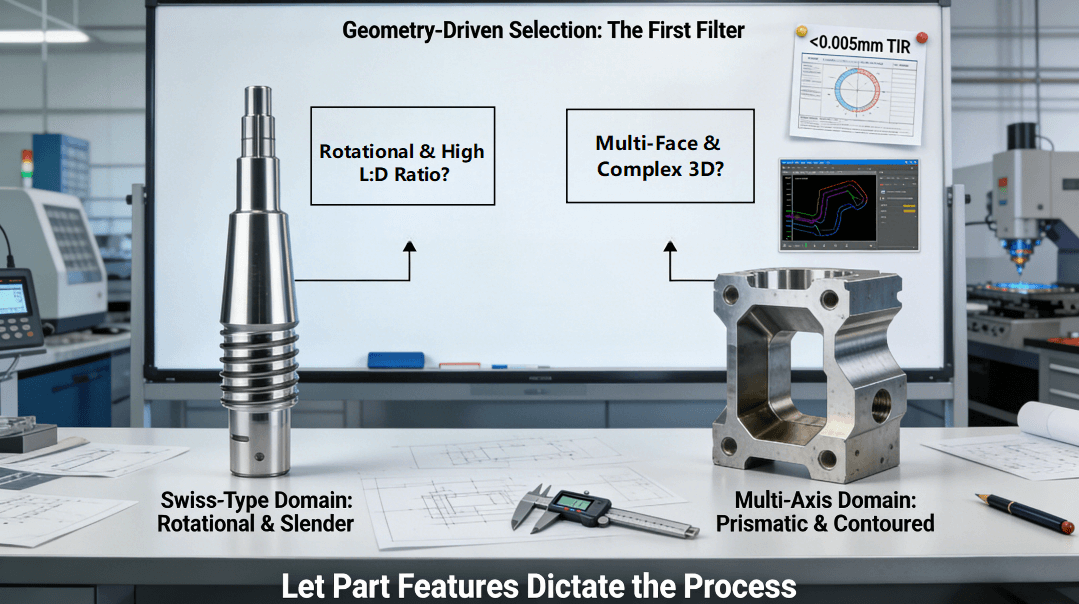
This section introduces a “geometry-driven selection” rule. Using a feature checklist to guide self-assessment and clarify the dominant application domains for each technology.
The Geometry Checklist: A Self-Assessment Tool
Let geometry be your primary filter. Ask these key questions about your part:
- Is it predominantly a rotationally symmetric component (e.g., shafts, pins, connectors)?
- Does it have a high aspect ratio (long and thin)?
- Are there features requiring machining on multiple, non-coaxial faces?
- Does the design include deep pockets, undercuts, or complex 3D contours?
Positive answers to the first two strongly suggest Swiss; positive answers to the latter two point directly to multi-axis CNC Machining. For a deep dive into these technical boundaries. This comprehensive guide to Swiss vs multi-axis CNC machining offers detailed case studies.
The Realm of the Swiss: Rotational Dominance
Swiss-type CNC Machining reigns supreme for parts where all or most critical features are concentric to a central axis. Think of medical bone screws, fluidic connectors, and precision shafts. Its ability to perform turning, drilling, milling, and cross-working all in one chucking makes it incredibly. Efficient for these “done-in-one” parts, eliminating cumulative errors from multiple setups.
The Domain of Multi-Axis: Complex Prismatic and Sculpted Forms
When your part resembles a geometric block (prismatic) or features organic, sculpted surfaces — common in aerospace brackets. Automotive manifolds, or mold cores — multi-axis milling is indispensable. Its ability to index or continuously rotate the part allows complete CNC Machining of five sides (5-axis) or all sides (with a second setup) without manual repositioning, ensuring critical relationships between features on different faces.
Where is the Economic Breakeven Point? Analyzing Batch Size Against Non-Recurring Engineering (NRE) Cost.
This section provides a detailed cost-structure analysis, modeling how Non-Recurring Engineering costs and per-part cycle times create an economic crossover point, typically between 50-500 pieces.
Deconstructing the Cost Drivers
The economics of each process are shaped by distinct cost structures. Swiss-type CNC Machining often has higher Non-Recurring Engineering (NRE) costs due to more complex cam programming and the potential need for custom guide bushings and attachments. However, once running, its per-part cycle time for rotational parts is exceptionally fast. Multi-axis machining generally has lower initial NRE (CAM programming for a stationary part), but the per-part cycle time can be longer due to more complex tool paths and potentially less aggressive material removal rates.
Modeling the Cost Curves and Finding the Breakeven
When plotted, these differences create distinct unit cost curves. For very low volumes (1-10 pieces), multi-axis machining often has a lower total cost due to its lower setup burden. As volume increases, the Swiss machine’s faster cycle time drives its unit cost down sharply. The economic breakeven point — where the total cost of both processes is equal — typically falls between 50 and 500 pieces, heavily influenced by part complexity.
Strategic Implications for Production Planning
Understanding this crossover is crucial. For a high-volume connector, Swiss machining is overwhelmingly economical. For a low-volume complex bracket, multi-axis is likely cheaper. As noted in analyses by organizations like the Society of Manufacturing Engineers (SME) on manufacturing economics, aligning the process with the optimal production volume is a key lever for cost control and avoiding the 30% overruns mentioned at the outset.
Can Your Target Material Tolerate the Process? A Materials Science Perspective.
This section analyzes process compatibility from a materials science viewpoint, highlighting Swiss machining’s synergy with free-machining alloys and multi-axis’s strategies for managing difficult-to-machine materials.
Swiss-Type: Optimized for “Free-Machining” Alloys
Swiss-type machining thrives with materials known for good chip formation and breakability. Free-machining alloys like brass, leaded steel (12L14), and certain stainless grades (e.g., 303) are ideal. The high spindle speeds and continuous feeding work in harmony with these materials to produce excellent surface finishes and long tool life. The guide bushing system also provides superior stability for machining slender parts from these materials without chatter.
Multi-Axis: Strategic Machining of Difficult Alloys
For difficult-to-machine materials like titanium, Inconel, or hardened steels, multi-axis machining offers strategic advantages. It allows for optimized tool paths that maintain constant chip load and effective coolant delivery to the cutting edge, critical for managing heat. Techniques like trochoidal milling or plunge roughing can be employed to reduce tool engagement and manage cutting forces, which is harder to implement dynamically on a Swiss lathe for complex 3D geometries.
The Critical Role of Thermal and Stress Management
The choice impacts thermal management and residual stress. Swiss machining’s high-speed turning of free-machining alloys generates manageable heat. Multi-axis milling of exotics requires careful control of cutting parameters to avoid work hardening or thermal distortion. Therefore, achieving the optimal match between material and process often relies on partnering with a customized precision machining service provider with deep materials engineering expertise.
How to Decode Tolerance Callouts to Reveal the “Hidden” Preferred Process?
This section teaches how to interpret tolerance callouts on a drawing to infer the most suitable process, based on the fundamental strengths of each technology.
- Concentricity, Runout, and True Position: The Swiss Forte: Tolerance callouts like concentricity, total runout (TIR), or true position between multiple turned diameters are powerful indicators. A callout of <0.005 mm TIR strongly favors Swiss machining. Since all turning operations are performed on the part in a single grip behind the guide bushing, exceptional relationship between coaxial features is achieved inherently, without the error stack-up from re-fixturing.
- Complex Datum Structures and Multi-Face Relationships: The Multi-Axis Domain: When tight tolerances involve features on multiple, orthogonal faces or complex composite positional tolerances referencing several datums, multi-axis machining shines. Its ability to machine five sides in one setup (5-axis) ensures all these features are created relative to a single, consistent coordinate system. Achieving the same result on a Swiss lathe would require multiple, less precise secondary operations.
- Interpreting “Simple” Tolerances: Even a common ±0.01 mm linear tolerance can hint at the preferred process. On a Swiss machine, this is often achieved directly from the machine’s precision. On a multi-axis machine, it might require more careful toolpath planning and potentially post-process inspection. The path and cost to achieve the same number differ, making the drawing’s full context essential for the optimal CNC machining process comparison.
Why Does a Supplier with Dual Capabilities Offer the Most Unbiased Advice?
This section argues that a supplier offering both Swiss and multi-axis services provides the most objective analysis, as their recommendation is based solely on part data, not machine utilization.
- Eliminating the Capacity Bias: A shop that only operates Swiss lathes will naturally view parts through that lens, and vice versa. A supplier with dual-process capabilities has no incentive to force a part into an unsuitable process to fill machine time. Their recommendation is driven purely by technical and economic fit, offering clients truly unbiased manufacturing solutions.
- Concurrent Engineering and Comparative Analysis: Such a supplier can function as a concurrent engineering partner. They can run your part data through both process simulations in parallel, providing a comparative report detailing estimated cycle times, cost breakdowns, potential risks (e.g., thin-wall deflection in multi-axis), and quality expectations. This will transform their engineering capabilities into a think tank to support your decision-making.
- The Value of Integrated Quality Frameworks: Suppliers operating under rigorous quality management systems like IATF 16949 (automotive) or AS9100D (aerospace) bring an additional layer of rigor to this analysis. Their process includes Failure Mode and Effects Analysis (FMEA), ensuring that the recommended process is not only technically feasible but also robust against potential production failures, leading to more reliable and stable production outcomes.
Conclusion
Choosing correctly between Swiss-type and multi-axis CNC machining is a systematic engineering decision, not a guess. By methodically evaluating the four dimensions of part geometry, batch size, material science, and tolerance drivers, engineers can elevate their decision-making from intuition-based to analysis-driven. This structured approach fundamentally mitigates the risks of cost overruns and performance compromises, ensuring both the technical and commercial success of your project.
FAQs
Q: Can a multi-axis machine produce parts as round and concentric as a Swiss machine?
A: For pure rotational features, a Swiss machine with its guide bushing and single setup will almost always achieve superior concentricity (e.g., <0.005mm TIR). A multi-axis machine can hold tight diameter tolerances, but true concentricity across multiple turned features may require precise indexing and is more susceptible to fixture and spindle runout errors. For mission-critical shafts or pins, Swiss is the definitive choice.
Q: What is the typical lead time difference for prototyping between the two processes?
A: For a single, highly complex prototype, multi-axis machining often has a lead time advantage (e.g., 1-2 days less) due to generally faster programming and setup for intricate 3D geometries. Swiss prototyping requires more extensive cam programming and initial setup. However, for producing multiple copies of a rotationally symmetric prototype, Swiss can become faster once the initial setup is complete.
Q: How does material waste compare between Swiss (bar stock) and multi-axis (block stock) machining?
A: Swiss machining typically has a much higher material utilization rate (often 70-85%) as it primarily removes material from the diameter of the bar. Multi-axis machining from a solid block can generate significant waste (often 40-70% material removal), especially for parts with low envelope efficiency. This makes Swiss more economical for expensive materials like titanium or medical-grade alloys in high volume.
Q: My part has both complex 3D contours and ultra-precise turned diameters. Do I have to choose one process?
A: Not necessarily. This is where a supplier with hybrid capabilities excels. A common solution is to use Swiss machining for the precision turned features and then transfer the part to a 5-axis machine for contour milling, all under one roof. This “best of both worlds” approach requires sophisticated planning but yields optimal results for highly complex components.
Q: How can I accurately compare quotes from a Swiss specialist and a multi-axis shop?
A: Ensure both quotes are based on the same, fully detailed drawing and include all costs: programming, setup, fixtures, secondary operations (deburring, inspection), and material. The most reliable method is to request a small trial batch (e.g., 25-50 pieces) from each. Compare the actual yield, on-time delivery, and total cost per good part, not just the unit price.
Author Bio
This article is based on expert insights from extensive project experience in high-end precision manufacturing. LS Manufacturing possesses advanced capabilities in both Swiss-type and multi-axis CNC machining. Supported by certified management systems including ISO 9001 and IATF 16949, they provide unbiased process analysis and manufacturing solutions. Upload your part drawing today to receive a free “Swiss vs. Multi-Axis Process Comparative Analysis Report” and let data inform your next critical decision.